
VIP Члены

Робот для непрограммированной сварки стальных конструкций
1.1 Система обзора функций представляет собой систему автономной разработки, основная функция которой заключается в том, чтобы посредством глубокой ин
Подробная информация о продукции
1.1 Функциональный обзор
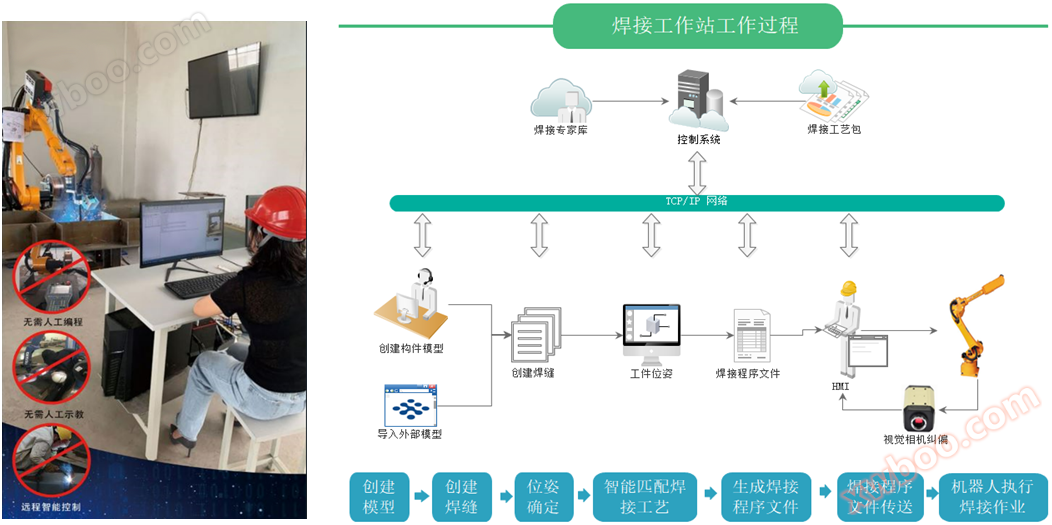
Система представляет собой систему автономной разработки, основная функция которой заключается в том, чтобы посредством глубокой интеграции процесса сварки, а затем импортировать трехмерную модель, через визуальную систему точно определить местоположение сварного шва всего компонента, в соответствии с фактическим контуром положения в модели, автоматически генерировать программу сварки.
Программное обеспечение развернуто в На системах ПК система ПК может быть размещена в любом месте, а удаленное управление может быть достигнуто с помощью протокола TCP / IP, то есть в офисе можно напрямую управлять полевым оборудованием для сварки.
1.1.1 Способность системы обслуживать две смены в день (Каждая смена8 часов) нормально работает и может поддерживать стабильную точность;
1.1.2 Проектные чертежи рабочих станций после многократной демонстрации и имитационного проектирования, прочность конструкции каждой детали надежна, сборка и ремонт удобны, в предпосылке обеспечения функции, чтобы обеспечить красоту формы;
1.1.3 Все внешние закупки оборудования для рабочих станций поставляются известными производителями в отрасли, качество всех обрабатывающих деталей подвергается строгому контролю, соответствует прочности, превосходной производительности и плавному движению;
1.1.4.Запасные части и приборы оборудования рабочих станций, а также единицы измерения всей чертежной информации используют национальный стандарт (GB)Стандарты; Все приборы, запасные части, конструкция, изготовление и используемые материалы должны соответствоватьISOАIECБКвалифицированные или другие эквивалентные стандарты;
1.1.5 Компоненты рабочих станций изготовлены из высококачественных материалов, выбранные механические и электрические компоненты являются высококачественными и надежными сериями изделий;
1.1.6 На передней части робота имеется датчик защиты от столкновений, который обеспечивает защиту от остановки в случае столкновения и может быть сконфигурирован в соответствии с требованиями автоматической системы резки проволоки и автоматической системы удаления пыли;
1.1.7 Интеллектуальные сварочные функции, такие как визуальное взаимодействие рабочих станций, трехмерный цифровой модульный привод, интеллектуальное планирование пути сварки, путь коррекции визуального сканирования, параметры соответствия и автоматическое создание сварочных программ в библиотеке процессов.
1.1 Тип структуры и способ работы рекомендуемой системы
1.1.1 стальные крановые балки H - типа, стальные балки армированной конструкции с использованием стального самолета H - типа с одним нажатием на кнопку для работы, ручное вмешательство минимально, максимальная эффективность работы, оператор может работать с несколькими машинами;
1.1.2 стальные колонны типа H, балки кровли, внутренняя пластина жесткости коробчатой конструкции и основной сварной шов и другие изделия с большим количеством типов конструкций работают с использованием визуального взаимодействия человека и машины, оператор может работать с несколькими машинами;
1.1.3 Мостовые плиты, большие коробчатые перегородки и другие конструкции, из - за более длинного сварного шва, меньшего количества типов сварных швов, использования модельного привода для сварки, меньшего ручного вмешательства, высокой эффективности сварки, оператор может работать на нескольких машинах;
1.1.4 Интеллектуальная система KTS представляет собой комплектную систему, которая поддерживает все вышеуказанные методы работы, выбирает подходящие модули для работы в соответствии с фактическими потребностями использования и повышает эффективность производства.
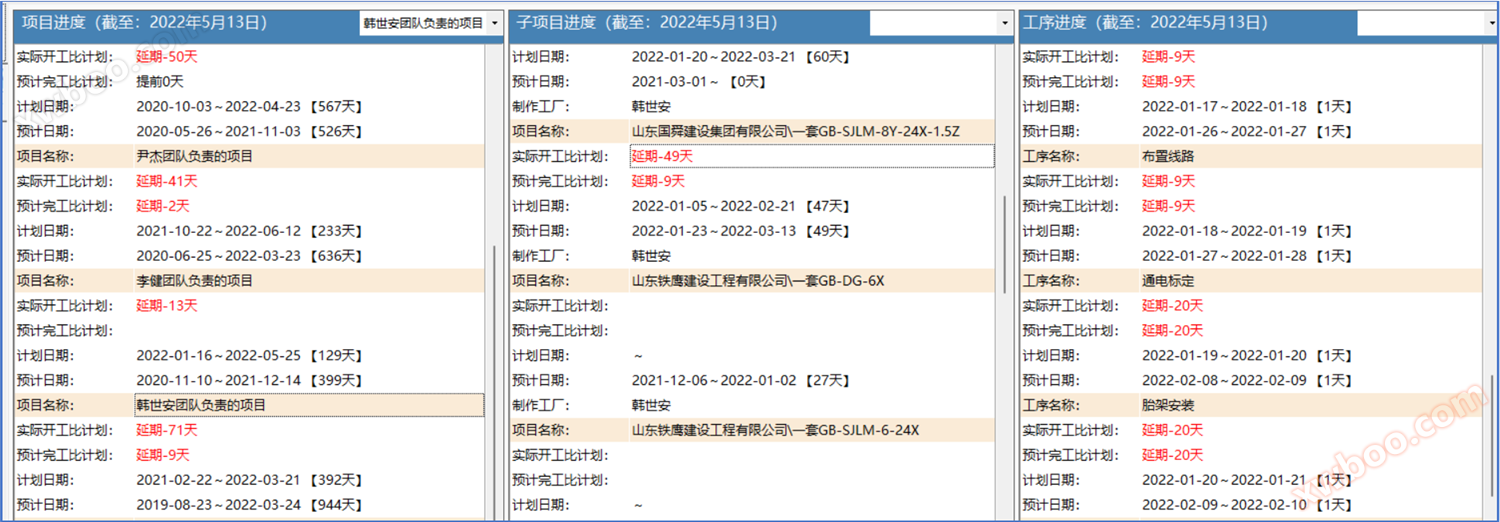
Система MES
1.1.5 Особенности системы:
a) Обеспечение совместного использования данных фабричных моделей на основе интернет - технологий.
b) Рационализация управления производством, позволяющая интегрировать каждый аспект производственного процесса в процесс управления
c) Интеграция и повышение общей эффективности работы проекта, в режиме реального времени, динамический, реальный, для достижения полного участия в управлении
d) Процесс, отдел, группа, права могут быть полностью настроены самостоятельно
e) Достижение в режиме реального времени push - передачи информации о потоках процессов
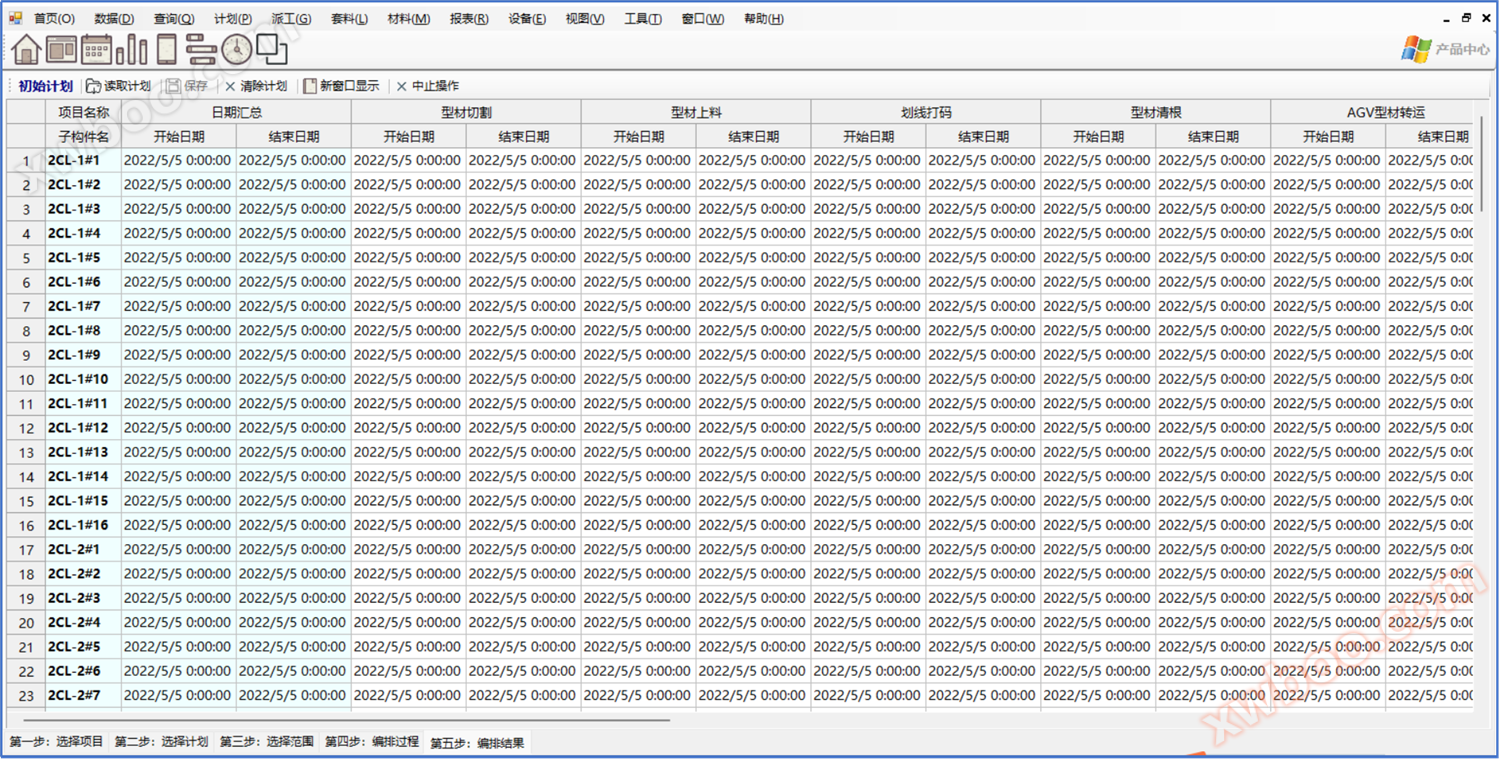
f) Автоматическая компоновка программы в соответствии с производственным ритмом
1.1.6 Запланированный модуль: До начала выполнения производственных задач компания Kotian MES в соответствии с потребностями проекта и производственным ритмом цехов и рабочих станций автоматически составляет план работы на каждый рабочий день и комплектующие.
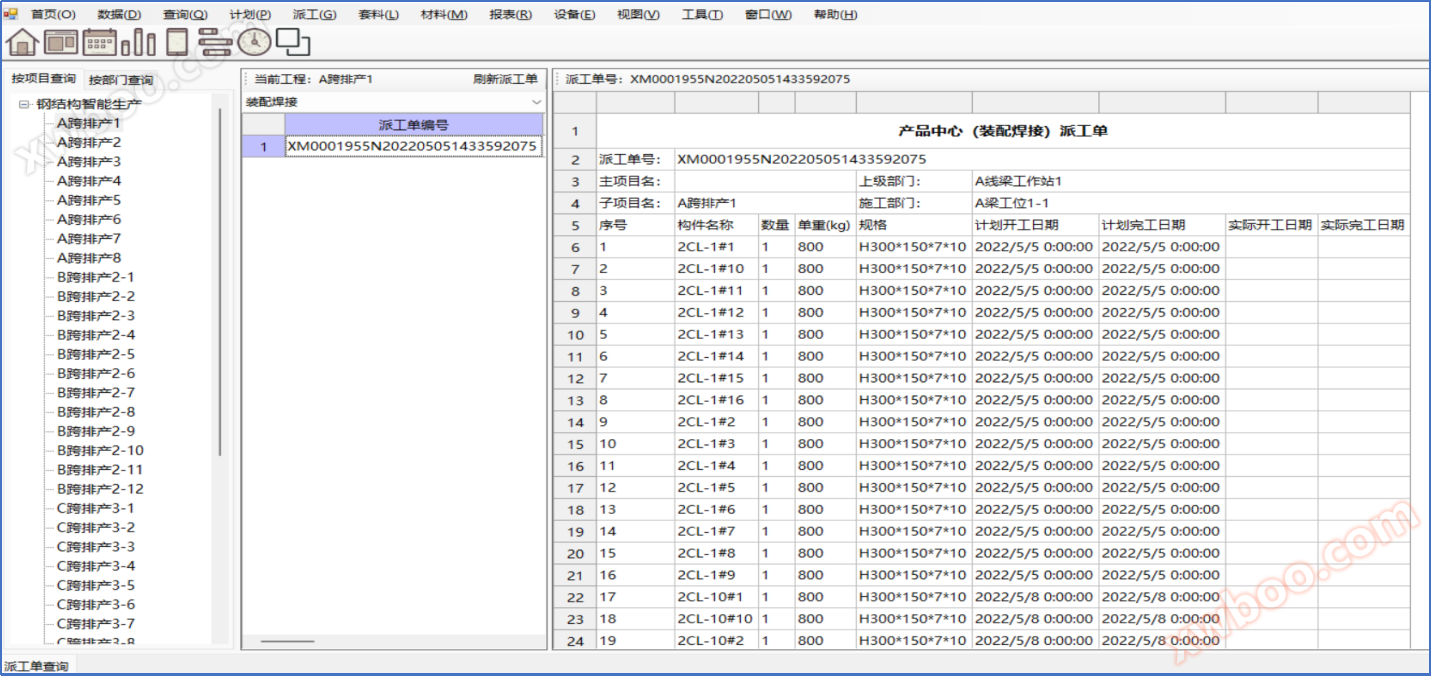
Модуль отправки: Автоматическое составление планов в соответствии с потребностями проекта и производственным ритмом каждой мастерской и рабочей станции для создания конкретных рабочих задач.
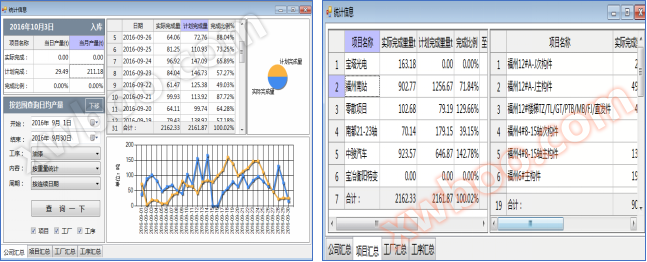
Статистический модуль: можно получить общие данные компании, данные статистики проекта, данные по заводам, данные по процессам.
2. Программа проекта
2.1 Типы продукции
2.1.1 Структурные размеры
|
Серийный номер |
Продукты |
Высота |
Ширина |
Длина (двухмашинное сотрудничество) |
|
1 |
H - образный сталь |
Высота крыла≤0.8m |
≤1.2m |
≤12m |
|
2 |
Другие продукты |
Высота вертикальной пластины≤0.5m |
≤1.2m |
≤12m |
2.1.2 Фотографии типичного продукта пользователя


2.1 Общая схема
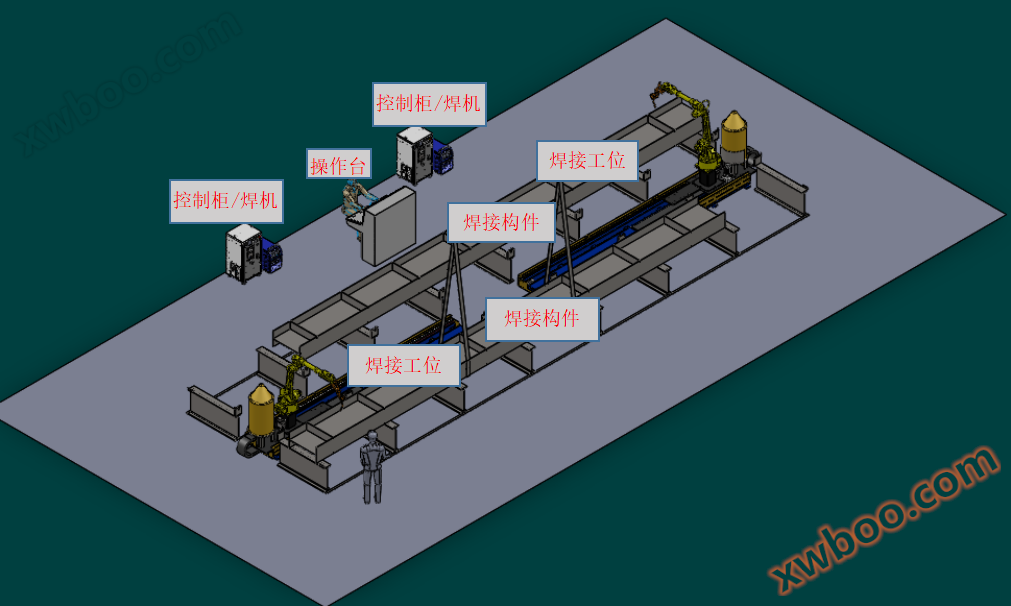
компоновка фасада
Рабочий процесс (подход, основанный на модели)
2.2.1 Перегрузка сварных конструкций вручную или конвейерной цепью на стойку, расположенную вблизи точки P позиционирования
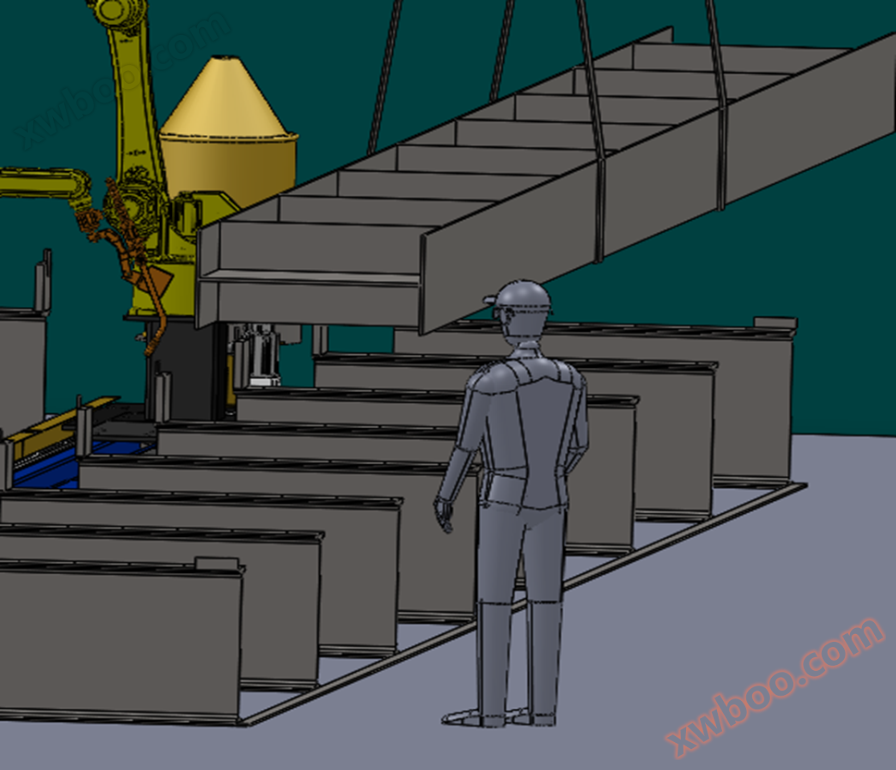
2.2.2 (одновременно или заранее) Оператор согласует вращение модели в соответствии с номером элемента и способом размещения элемента и создает узел
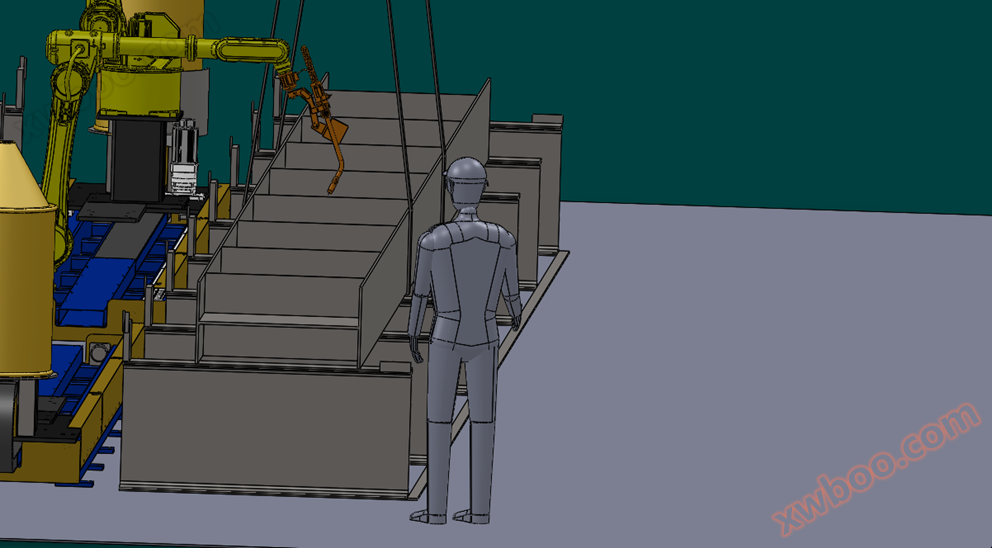
2.2.3 Если отклонение расположения слишком велико, используйте камеру для определения местоположения элемента P
2.2.4Если расположение близко, оператор загружает модель непосредственно и запускает сканирование (в это время оператор может поднять другой элемент на вторую стойку устройства или другую станцию устройства для выполнения вышеуказанных действий).
2.2.5После завершения сканирования система начинает сварку.
2.2.6Сварка всего элемента заканчивается, и элемент транспортируется на последующее рабочее место.
2.2.7Таким образом, оператор может работать с несколькими устройствами.
2.2.8Если нет модели элемента, можно использовать визуальное взаимодействие для управления сваркой оборудования, после того, как элемент размещен на стойке, оператор использует камеру для фотографирования места, где требуется сварка, процесса согласования, запуска сканирующей сварки. Относительная рабочая нагрузка операторов увеличивается по сравнению с модельным драйвером.
Онлайн - запросы
-
Контактные лица
-
Компания
-
Телефон
-
Электронная почта
-
Микросхема
-
Код проверки
-
Содержание сообщения
-